
Page 5 - e-20-016-nuove-frese-con-inserti-ceramici-tondi
P. 5
Grooving
Innovation
I T T Intell
M illing Parting rk r r r ig li Intell l ntell Intell Intell l Intell l l ntell l l ntel ntel ntel te te e e ISCAR ki k ng i .0 4 4 4 4 4 InnovationDRILLING Turn
n
n
n
n
n
n
n
o
Annuncio Nuovi Prodotti
o
o
o
o
o
o
n
e
e
e
e
e
e
e
e
n
n
n
n
n
e
n
n
ANNOUNCEMENT Metalwork lwor lwor lwor lwor lwor lwor lwor alwor lwor lwor alwor lwo lwo w w lw TURNI T u n uur ni ngg g o Smart mar mar mar mar mar m m m m m m m m m m m m m m m m m lworking etalworking workin alworkin worki r or w w w w Millin llin llin llin illin llin lli lli li lli TRY4. RY4 RY4 RY4 RY4 RY4 R R achine chin chin chin chi chi hi chi chi chi hi h ud ud ud ud
ng
ng
ng
ng
ng
n
ng
ng
ng
ng
ng
ng
ng
ng
r
r
ni
r
r
r
u
r
ni
ni
ng
i i
ni
ni
ni
ni
ni
uture
o
o
o
o
o
o
o
NEW FRESATURA Automation NOVEMBRE 2020 ISCAR
E-20-016
t
t
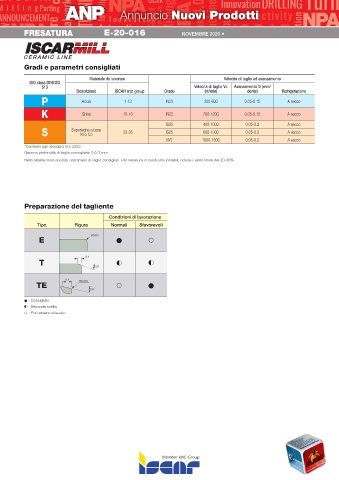
Gradi e parametri consigliati
Materiale da lavorare Velocità di taglio ed avanzamento
ISO class DIN/ISO
513 Velocità di taglio Vc Avanzamento fz (mm/
Descrizione ISCAR mat group Grado (m/min) dente) Refrigerazione
P Acciai 1-13 IN23 300-600 0.05-0.15 A secco
K Ghise 15-18 IN22 700-1200 0.05-0.15 A secco
IS35 400-1000 0.05-0.2 A secco
S Superleghe a base 33-35 IS25 600-1300 0.05-0.2 A secco
Ni o Co
IW7 1000-1500 0.05-0.2 A secco
*Conformi agli standard VDI 3323.
Gamma profondità di taglio consigliata: 0.5-3 mm.
Nella tabella sono riportati i parametri di taglio consigliati. Per fresatura in condizioni instabili, ridurre i valori limite del 20-30%.
Preparazione del tagliente
Condizioni di lavorazione
Tipo Figura Normali Sfavorevoli
E R0.03 O
T 0.1
20˚
TE 0.1 R0.015 O
20˚
O - Consigliato
- Seconda scelta
- Può essere utilizzato